



1. 简介
陶瓷增强相的引入通常会提高合金的耐磨性,但往往以牺牲其耐蚀性为代价。
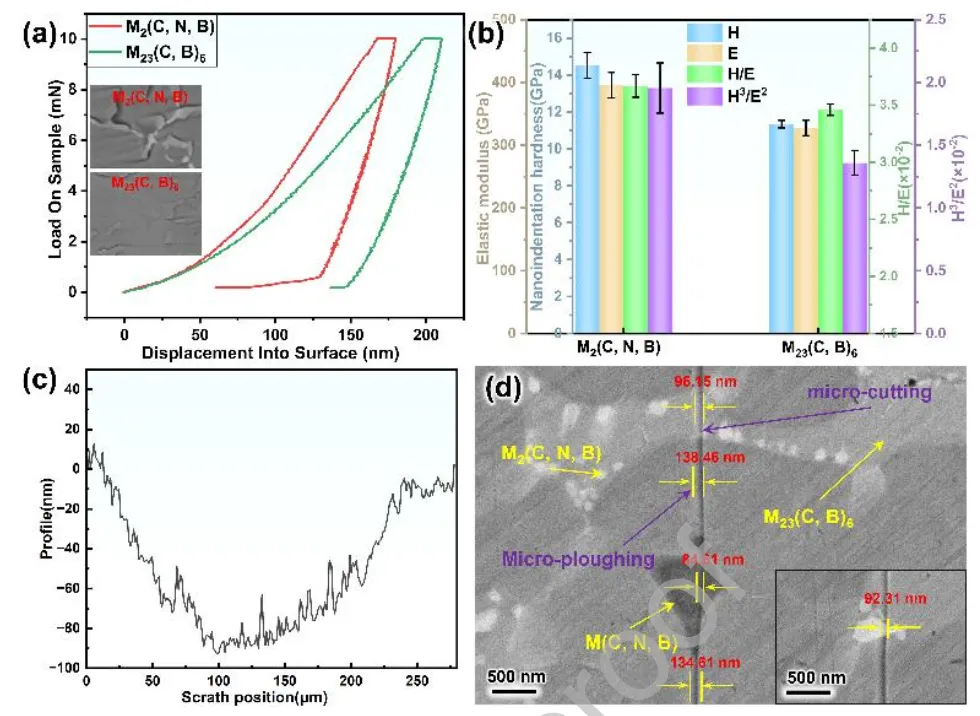
本研究提出了一种新策略,通过构建相互包覆的陶瓷相,有效减小电位差,从而协同提高高速钢的耐磨性和耐蚀性。利用激光熔覆快速冷却的优势,通过引入硼源和氮源,形成了纳米级M₂(C,N,B)型被M₂₃(C,B)₆型包覆的结构。同时,复合涂层中形成的复合碳化物(M₂₃(C,B)₆型、M₂(C,N,B)型和M(C,N,B)型)可实现1120.1 HV₀.₂的硬度、(4.46±0.1)×10⁻¹⁰ mm³/(mm·N)的磨损率,并显著提升摩擦腐蚀性能。系统研究了陶瓷相类型和含量的影响,发现块状陶瓷相与细小的陶瓷相不同,其能够在缺乏钝化膜的材料中提升性能。该策略为高耐磨材料耐蚀性的提升开辟了新途径,使其能够应用于关键工业部件。

2. 文章亮点
1. 提出了陶瓷相互相包覆结构设计新策略
通过激光熔覆同步引入硼、氮源,在高速钢中构筑了M₂₃(C,B)₆型包覆纳米级M₂(C,N,B)型的独特核壳结构,有效降低陶瓷相与基体间的电位差,实现耐磨性与耐蚀性的协同提升。
2. 系统揭示了复合陶瓷相对摩擦腐蚀性能的调控机制
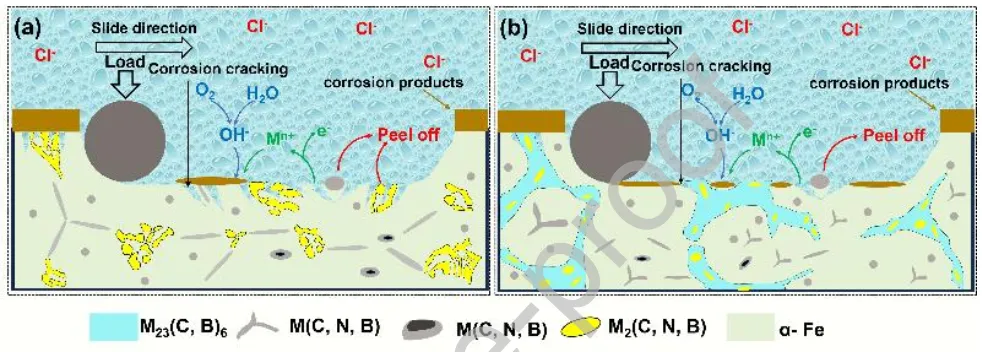
阐明了M(C,N,B)、M₂(C,N,B)和M₂₃(C,B)₆三种复合陶瓷相对耐磨性的贡献差异,发现块状M₂₃(C,B)₆包覆结构可抑制界面腐蚀裂纹扩展,在摩擦腐蚀耦合条件下保持承载能力。
3. 确立了BN添加量的优化窗口及其性能影响规律
明确了2 wt.% BN添加量下涂层综合性能最优,电荷转移电阻达4840 Ω·cm²;3 wt.% BN虽硬度最高(1120.1 HV₀.₂)、耐磨性最佳,但过量陶瓷相(32.37%)诱发微裂纹,导致耐蚀性下降。
3. 研究背景
石油化工、深海采矿等领域的关键部件常面临严苛的工况挑战,包括严重磨损、腐蚀及其耦合损伤。其中,管道、船底和螺旋桨等部件尤其容易受到沉积物、矿石相关的磨损与腐蚀影响。高速钢因其优异的高温硬度、红硬性和耐磨性,是热轧、切削刀具和模具等极端条件下服役的理想材料选择。钢中的碳化物相(如MC、Mo₂C、M₆C、M₂₃C₆等)赋予其卓越的耐磨性,而Cr、Mo等耐蚀元素的存在则确保了有效的耐腐蚀保护。这种独特的性能组合使高速钢成为要求极端耐久性和在苛刻条件下可靠应用的关键材料。
为使高速钢材料能够承受关键部件中更复杂、更严酷的海洋环境,必须解决两个挑战:进一步提高耐磨性和增强耐蚀性。然而,这两个要求之间存在相互制约:提高耐磨性通常需要添加大量陶瓷颗粒,但这些颗粒与铁基体之间的电位差会诱发界面优先腐蚀,不可避免地降低耐蚀性能;同时,过量的陶瓷颗粒会增加材料脆性,可能导致大面积剥落,反而使耐磨性下降。近年来,激光熔覆、定向能量沉积等激光增材制造技术在提高增强相分布均匀性和基体致密化方面取得了显著进展。激光熔覆凭借其精确的成分复现、纳米级分辨率和冶金级结合等核心优势,已成为高端制造领域的关键技术。激光熔覆制备高速钢涂层,因其能够提供优异的强度、硬度和冶金结合质量,已成为暴露于极端磨损、腐蚀和高应力环境下的首选解决方案。
提高高速钢的耐磨和耐蚀性能需要对其成分和微观结构进行调控。高速钢的耐磨性主要取决于碳化物的类型、尺寸和分布。典型的碳化物类型主要包括MC、M₂C、M₆C和M₂₃C₆。目前,许多学者通过成分调控改变V、W或Mo的含量,进而调控碳化物的类型、尺寸和分布,以进一步提高耐磨性。通过合理的成分调控,可以制备出分别以MC、M₆C或M₂C碳化物为主的三种铸造高速钢。对这三种高速钢摩擦性能的比较表明,提高MC碳化物的比例对提高耐磨性最为有效。不同碳含量会改变碳化物的尺寸、形貌和分布。当碳含量为2.58 wt.%时,均匀分布的细小的VC碳化物(10 μm)能够有效抵抗微切削,此时耐磨性最优。这表明调控合金元素比例可以改变碳化物类型、尺寸和分布,从而提高耐磨性。尽管如此,这些改进仍然受到碳化物本身固有性能的限制。
在此背景下,添加非金属元素并形成复合陶瓷相(如碳硼化物和碳氮化物)已成为突破性能瓶颈的前沿方向。对TiC和Ti(C,N)体系的研究表明,与纯TiC相比,复合Ti(C,N)陶瓷相的硬度提高了24.7%,磨损率降低了43.7%。Ti(C,N)硬度的提升源于固溶强化引起的晶格畸变。因此,在高速钢中引入固溶碳、氮、硼形成复合陶瓷相,是提高其硬度和摩擦学性能的新发展方向。在高速钢中引入氮,可增加MC型和M₇C₃型碳化物的比例,同时提高MC-SHP型碳化物的稳定性。氮能够促进碳化物细化,并减少晶界偏析。含氮高速钢的磨损率显著低于传统高速钢,磨损系数降低37.5%,耐磨性提高160%。此外,氮通过形成稳定的氮化物层,能够增强表面化学惰性,从而提高耐蚀性。硼的引入通过固溶强化和原位形成高硬度硼碳化物来增强基体硬度,抑制磨粒磨损和粘着磨损,进一步提高耐磨性。综上所述,引入非金属元素能够协同提高高速钢的耐磨和耐蚀性能。值得注意的是,同时引入硼和氮会产生相互作用:硼促进氮在基体中的扩散,而氮通过细化晶粒来优化硼化物的分布,从而实现两种性能的共同提升。基于此,本研究提出同时引入硼源和氮源,以实现高速钢耐磨性和耐蚀性的协同增强。
众所周知,由于难以引入足够的硼和氮含量,传统铸造工艺难以形成复合碳硼和碳氮陶瓷相。此外,硼源和氮源成本较高,加之硼在凝固过程中易于在枝晶间偏析富集,会导致晶界脆化和韧性降低。因此,过量的硼和氮添加并不实际。本研究提出通过纳米氮化硼同时引入硼和氮。纳米氮化硼易于分解并与金属元素反应形成复合化合物。采用激光熔覆技术在普碳钢基体上制备高速钢/氮化硼复合涂层,既可最大限度减少高速钢低塑性对结构件的不利影响,又能提高基体表面的耐磨和耐蚀性能,从而最大化延长输送管道和船舶等关键部件的使用寿命。目前关于高速钢体系耐蚀性及磨损-腐蚀耦合损伤机制的研究较少,本文采用磨损-腐蚀耦合测试方法,研究高速钢的磨损与腐蚀机制,并提出改善其在耦合条件下性能的方法。
4. 图文解析
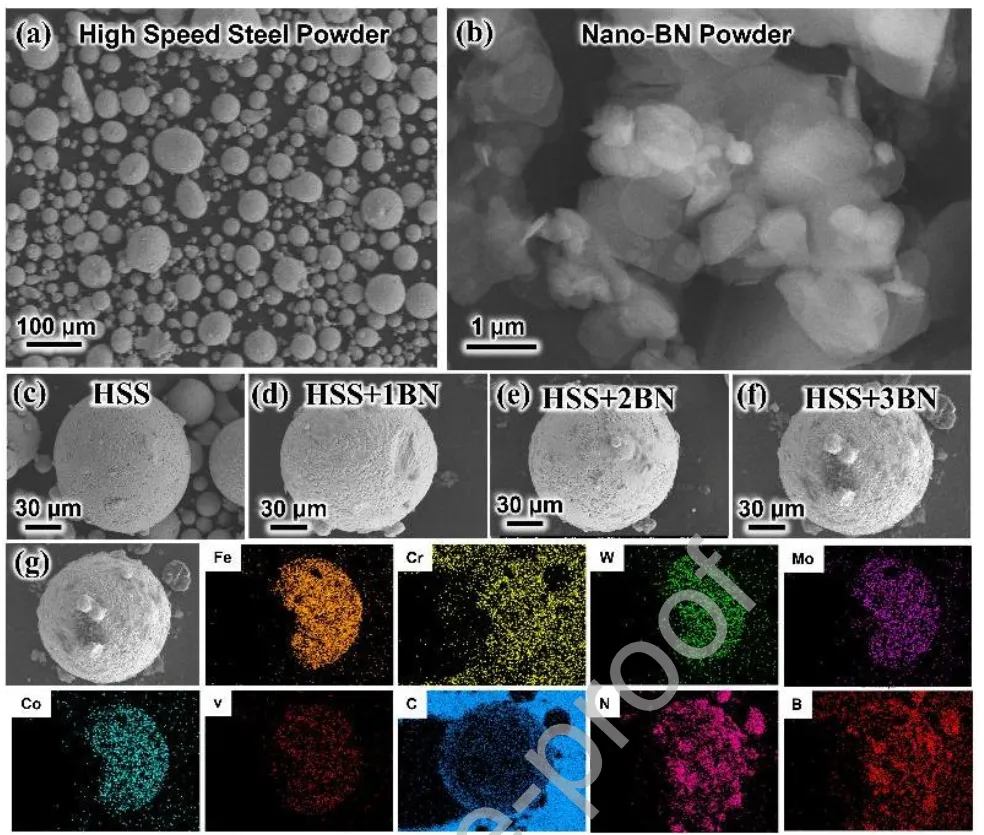
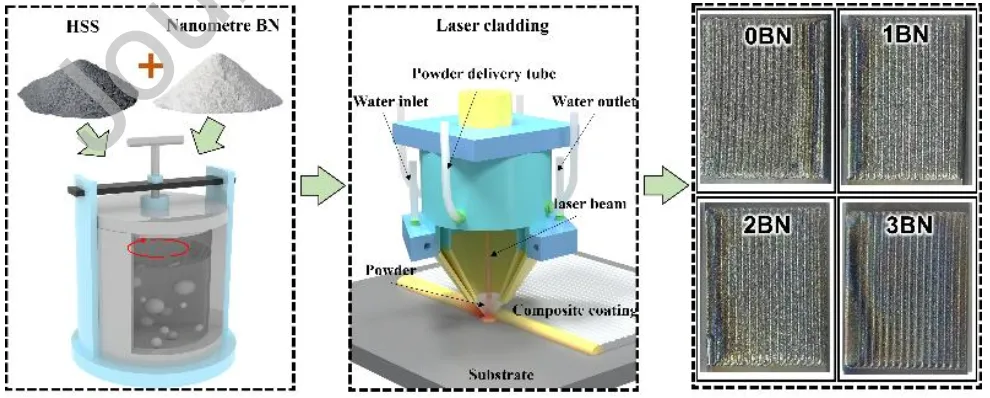
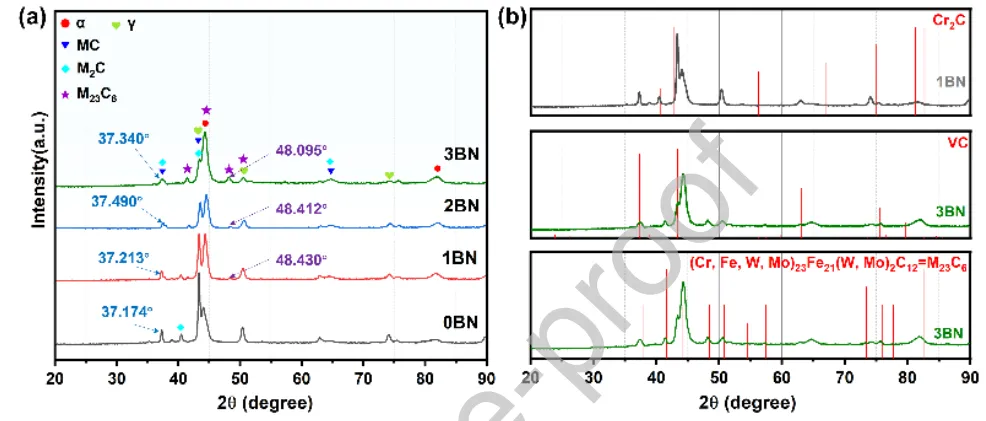
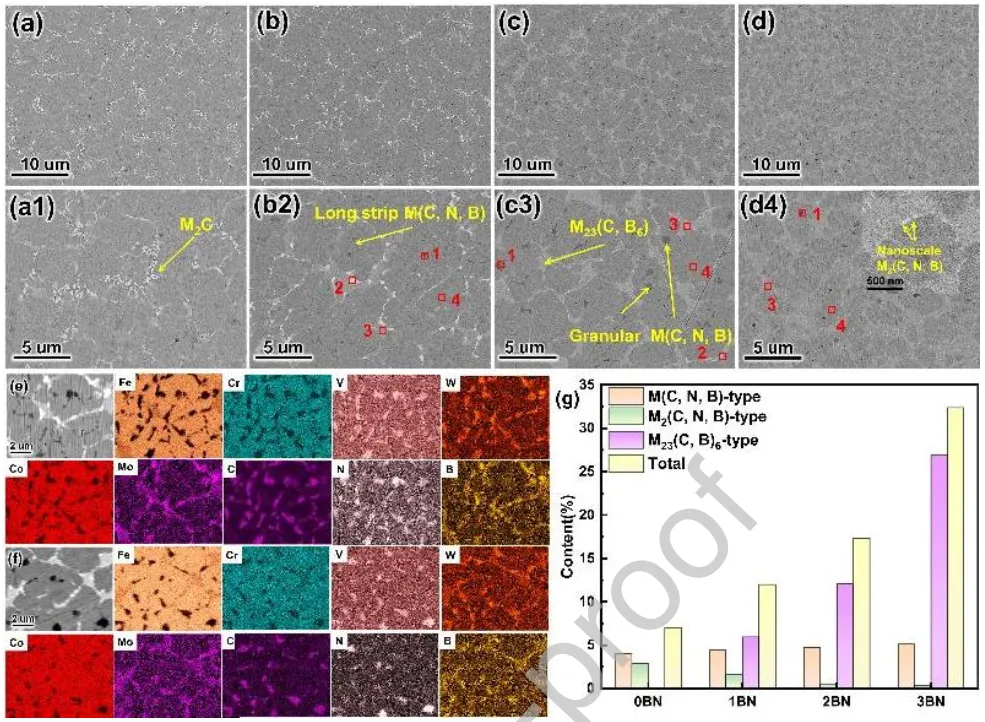
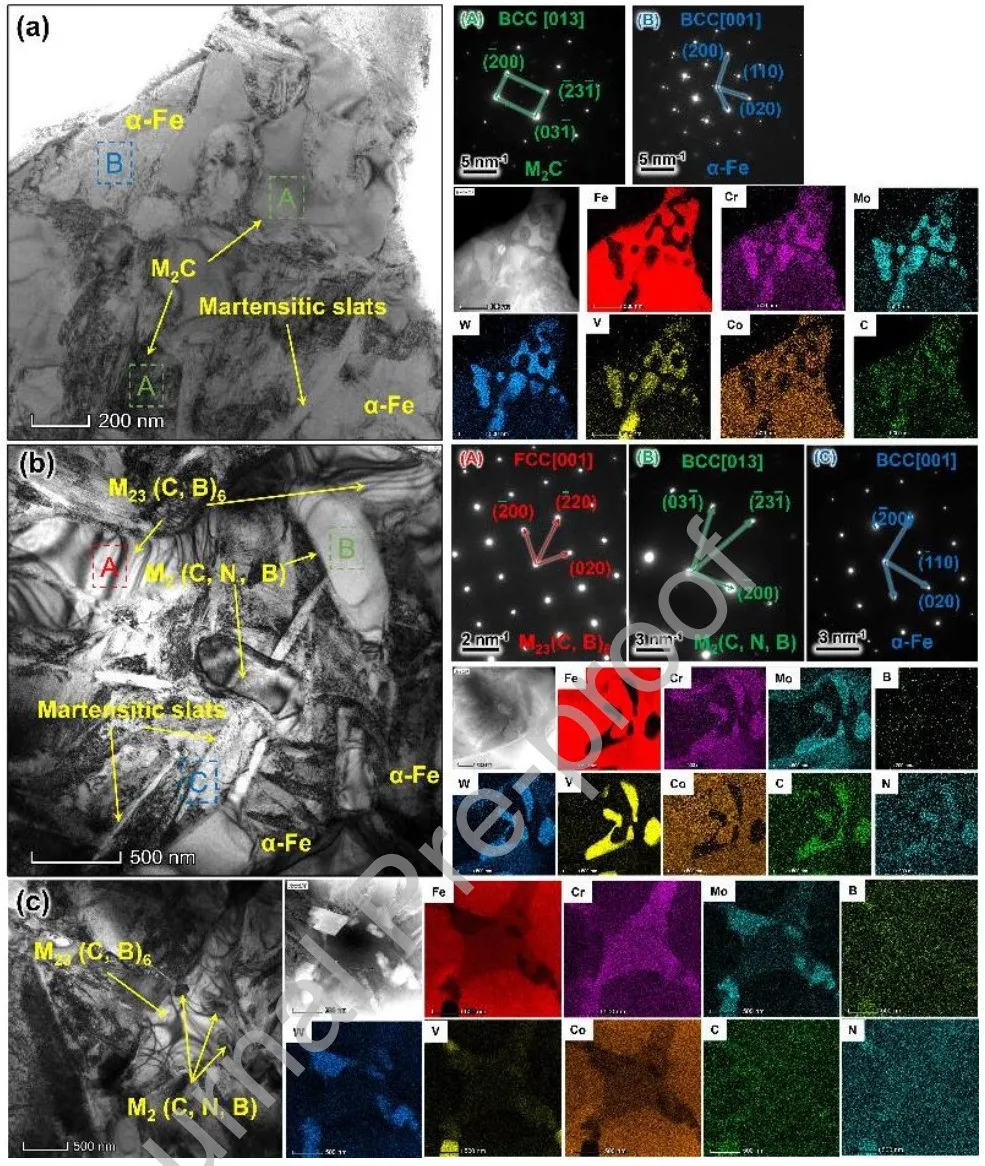
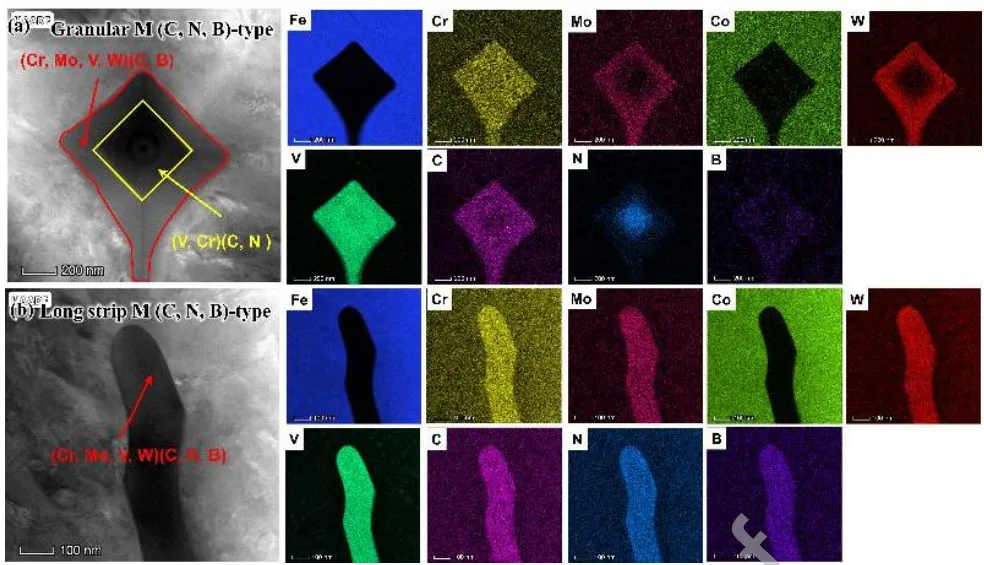
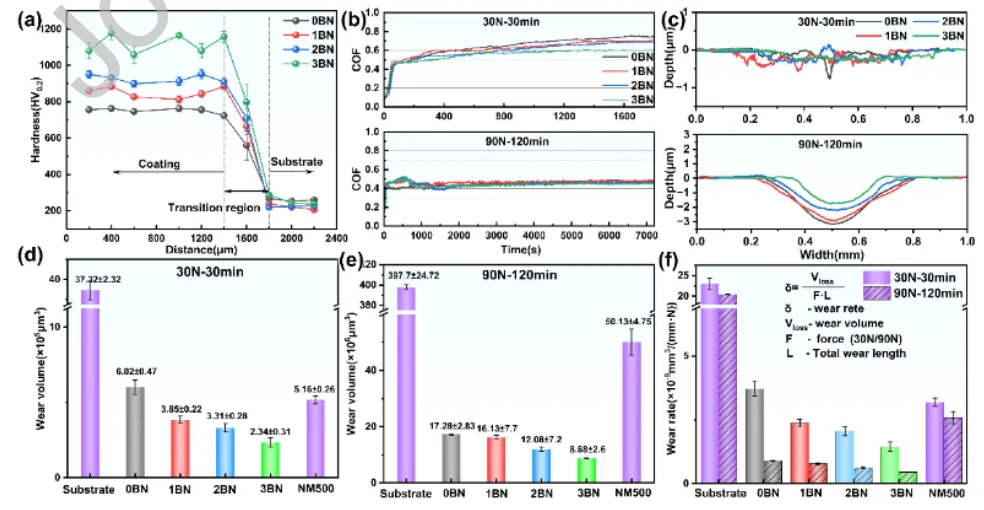
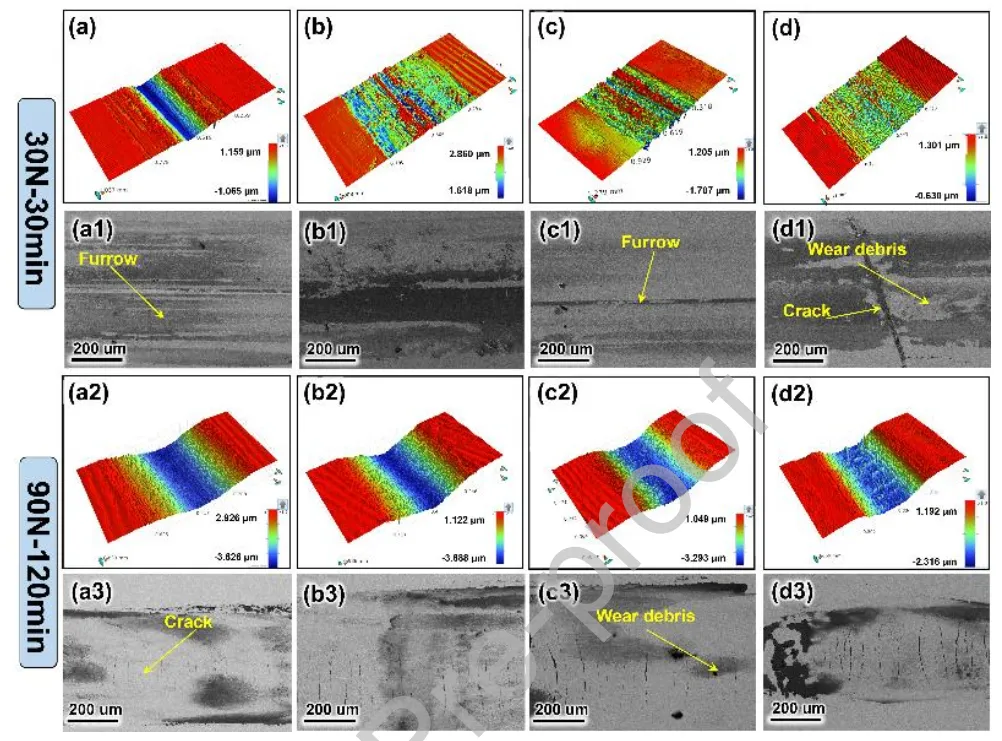
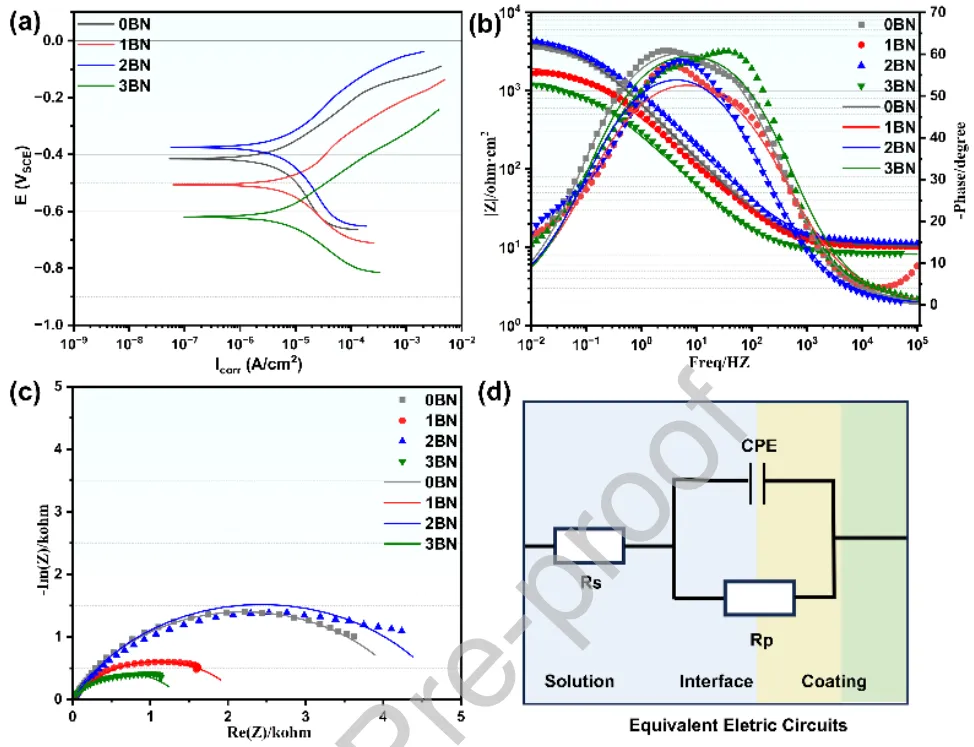
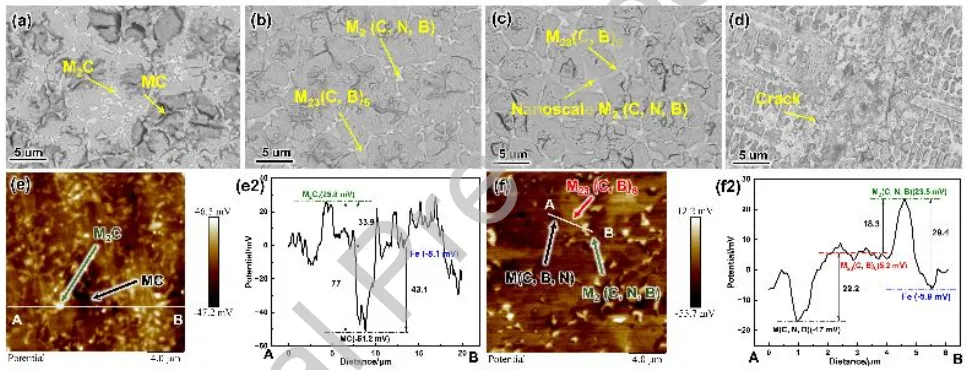
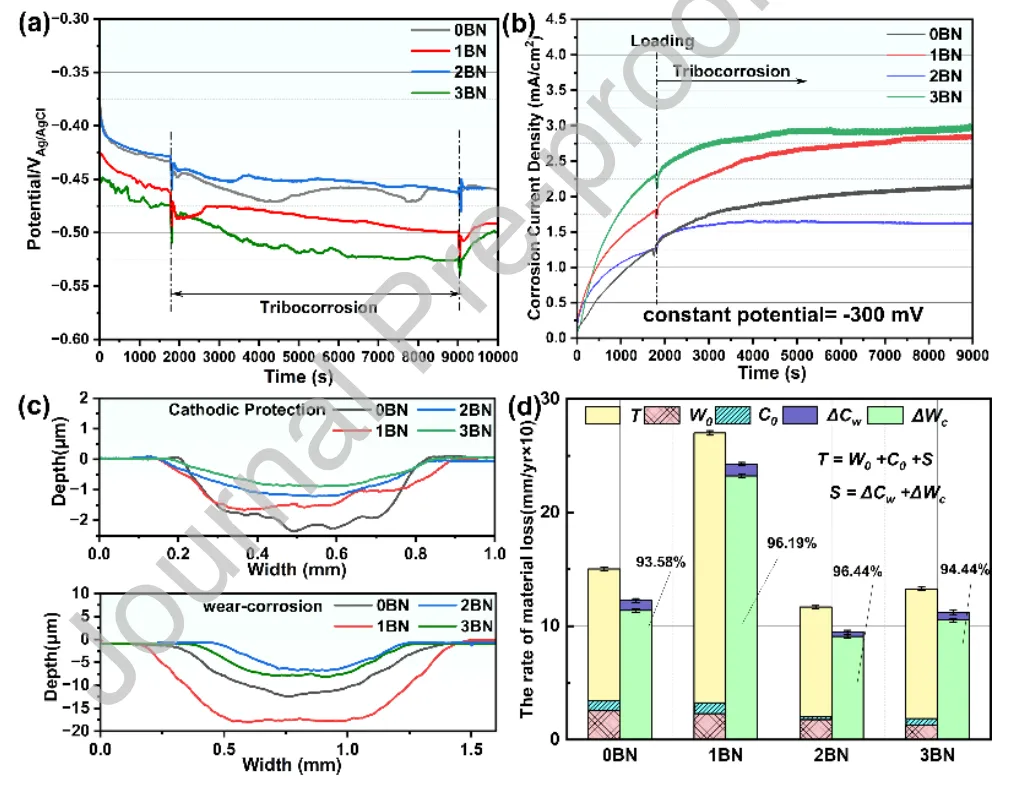
图11. 复合涂层磨损-腐蚀耦合性能测试: (a) 开路电位;(b) 恒电位极化;(c) 不同状态下磨损痕宽度与深度;(d) 磨损-腐蚀耦合条件下材料劣化参数定量分布。
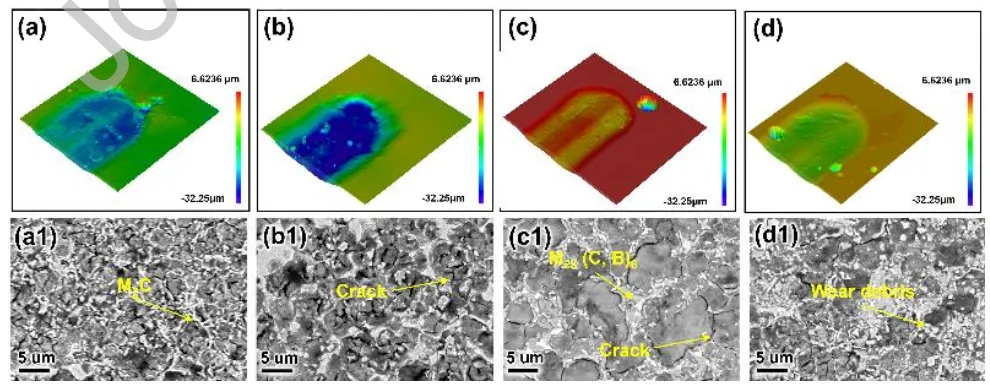
图12. 恒电位测试条件下复合涂层磨损痕三维形貌及扫描电镜照片: (a) 0氮化硼;(b) 1氮化硼;(c) 2氮化硼;(d) 3氮化硼;(a1-d1) 对应的扫描电镜形貌。
5. 文章结论
采用激光熔覆技术制备了高速钢复合涂层。随着氮化硼添加量的增加,M₂(C,N,B)型复合陶瓷相减少,而M₂₃(C,B)₆型复合陶瓷相增加,最终形成了纳米级M₂(C,N,B)型被M₂₃(C,B)₆型包覆的结构。随着氮化硼添加量的增加,涂层硬度达到1120.1 HV₀.₂,磨损率最低为(4.46±0.1)×10⁻¹⁰ mm³/(mm·N)。纳米级M₂(C,N,B)型被M₂₃(C,B)₆型包覆的结构降低了涂层与基体间的电位差。2 wt.%氮化硼涂层表现出最高的电荷转移电阻(4840 Ω·cm²),而过量的硼氮源添加则诱发微裂纹和相界腐蚀。在摩擦腐蚀条件下,陶瓷相与基体界面处形成腐蚀裂纹,促进摩擦过程中的剥落。相比之下,较大尺寸的陶瓷颗粒表现出更优异的抗剥落能力。
本研究确定,在优先考虑耐磨性的应用场景中,3 wt.%氮化硼添加量为最优选择;而在摩擦腐蚀环境下,2 wt.%氮化硼添加量提供最佳的综合性能。这些发现强调,高速钢涂层耐磨性和耐蚀性的协同提升关键在于精确控制硼和氮的添加量。
免责声明:本网站所转载的文字、图片与视频资料版权归原创作者所有,如果涉及侵权,请第一时间联系本网删除。

官方微信
《腐蚀与防护网电子期刊》征订启事
- 投稿联系:编辑部
- 电话:010-62316606
- 邮箱:fsfhzy666@163.com
- 腐蚀与防护网官方QQ群:140808415

“海洋金属”——钛合金在舰船的

腐蚀与“海上丝绸之路”